 sales@mayvannang.com
sales@mayvannang.com

Nội dung bài viết
- Ứng Dụng Thực Tế Máy Tiện Phay Kết Hợp Trong Xưởng Cơ Khí Vừa & Nhỏ
- 1) “Nút thắt cổ chai” của xưởng vừa & nhỏ
- 2) Quy trình mẫu: tiện → phay → khoan/taro trên một máy
- 3) Bố trí xưởng & phụ kiện nên có
- 4) Nhân sự & mô hình ROI đơn giản
- 5) Case study điển hình
- 6) Chọn model phù hợp kịch bản công việc
- 7) Lỗi thường gặp & cách tránh
- 8) Lộ trình triển khai 30–60–90 ngày
- 9) Câu hỏi thường gặp
- Muốn xem đầy đủ model, ảnh & giá?
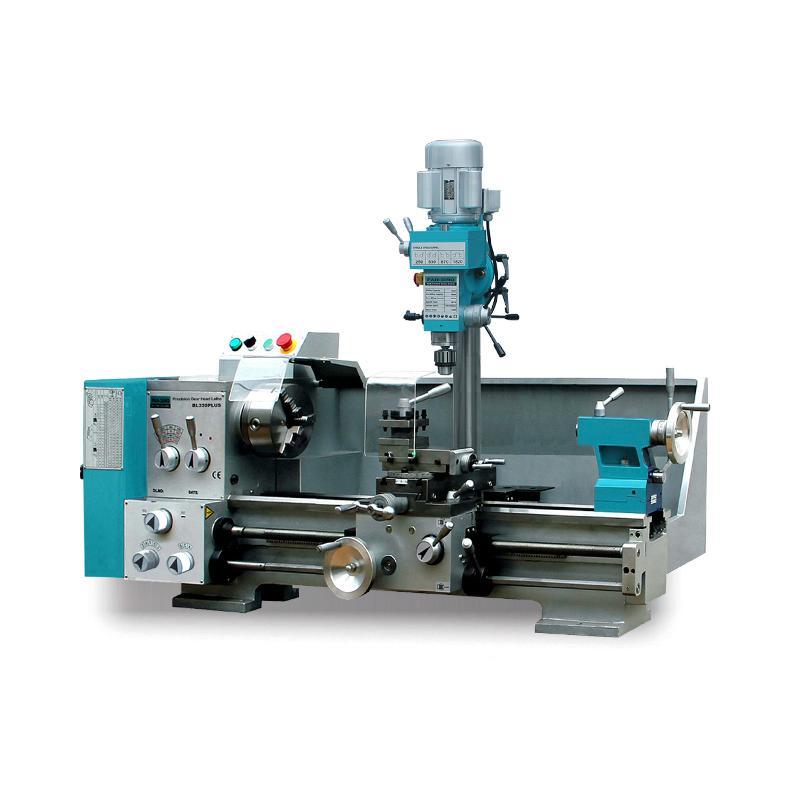
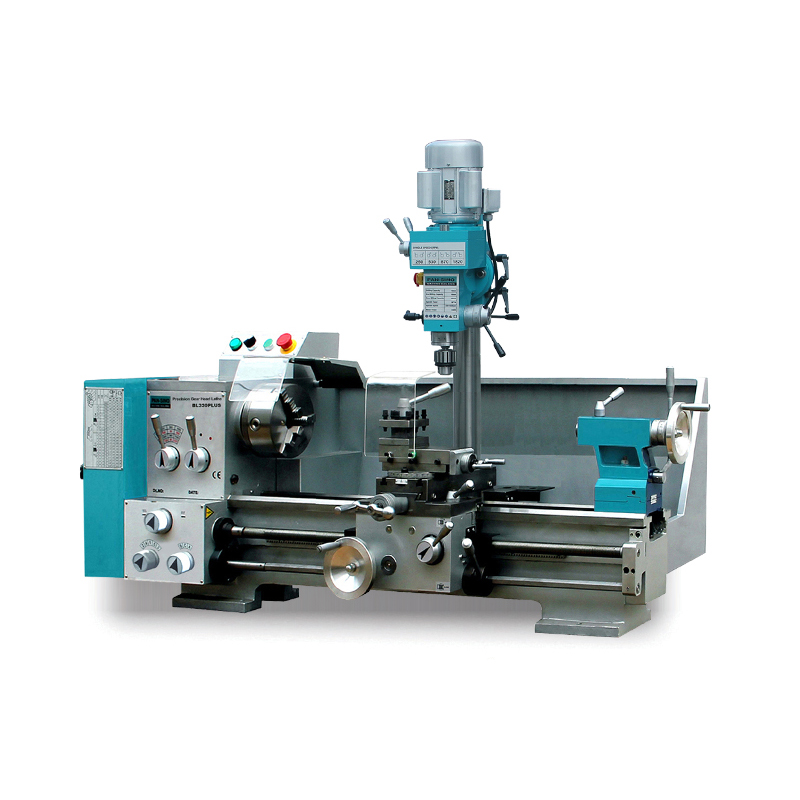
Ứng Dụng Thực Tế Máy Tiện Phay Kết Hợp Trong Xưởng Cơ Khí Vừa & Nhỏ
Từ quy trình chuẩn tiện–phay–khoan trên một gá đặt, đến bố trí mặt bằng, tối ưu nhân sự, tính ROI, case study, checklist triển khai & các lỗi thường gặp – tất cả dành cho chủ xưởng và đội vận hành.
1) “Nút thắt cổ chai” của xưởng vừa & nhỏ
1.1 Thực trạng phổ biến
- Diện tích hạn chế: khó bố trí cả máy tiện và máy phay rời, lối đi chật, khó xoay xở.
- Đơn hàng đa dạng – lô nhỏ: mỗi mã vài chục đến vài trăm cái, đổi mã liên tục.
- Thời gian chết do vận chuyển phôi giữa máy, chờ thợ rảnh, set-up đi lại nhiều.
- Độ chính xác tương đối giữa các bề mặt (đồng tâm – đồng phẳng) khó ổn định khi tháo gá.
1.2 Vì sao máy combo giúp “gỡ nút”?
- 1 gá đặt cho nhiều công đoạn → giảm sai số tương đối & thời gian phụ.
- 1 footprint → tiết kiệm mặt bằng, dễ quy hoạch lối đi & an toàn.
- 1 thợ có thể làm liền mạch tiện–phay–khoan → giảm phụ thuộc nhân sự chéo máy.
- Đa nhiệm: phù hợp lô nhỏ/đơn chiếc, sửa chữa, jig/đồ gá, R&D.
Giảm vận chuyển phôi nội bộ & đổi gá nhiều lần giúp rút ngắn lead time đáng kể.
2) Quy trình mẫu: tiện → phay → khoan/taro trên một máy
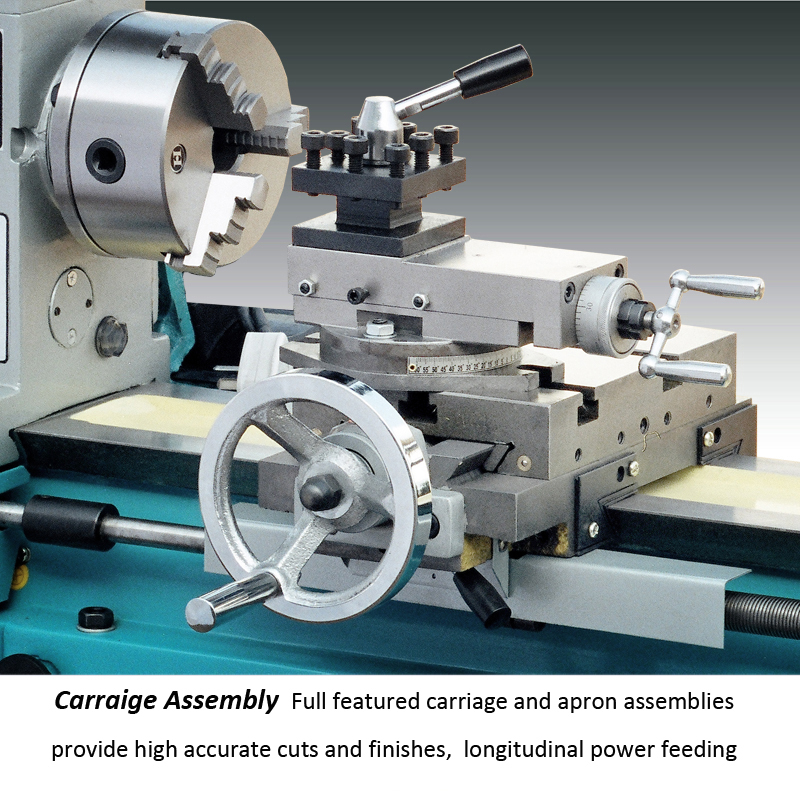
2.1 Chuỗi thao tác điển hình
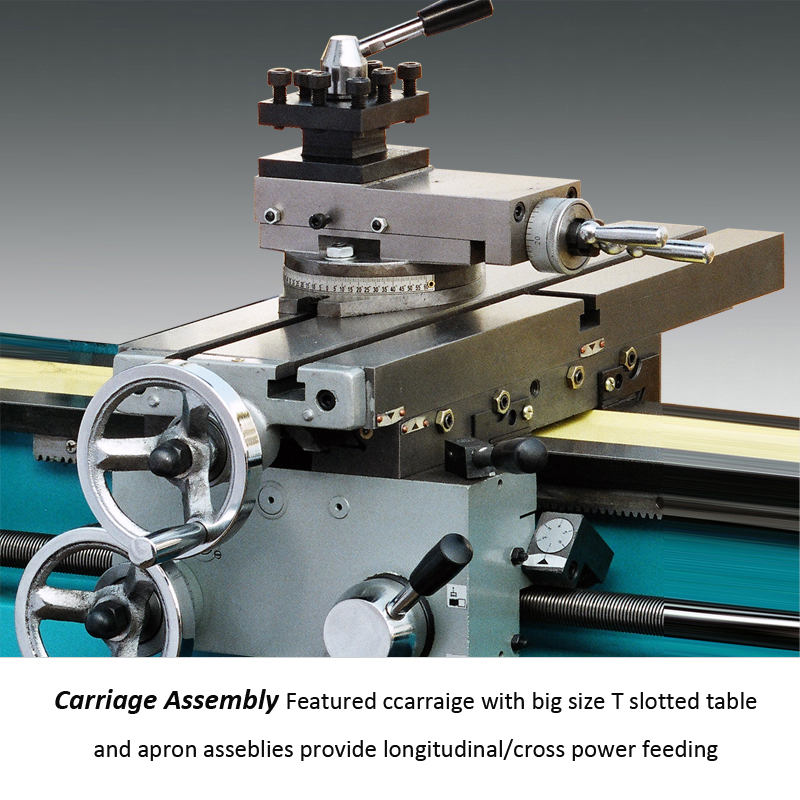
- Tiện mặt–trụ–rãnh–ren trên ụ đứng với mâm cặp 3/4 chấu.
- Chuyển sang phay: kẹp phôi bằng ê-tô/đồ gá trên bàn phay, canh X–Y–Z & chuẩn thẳng.
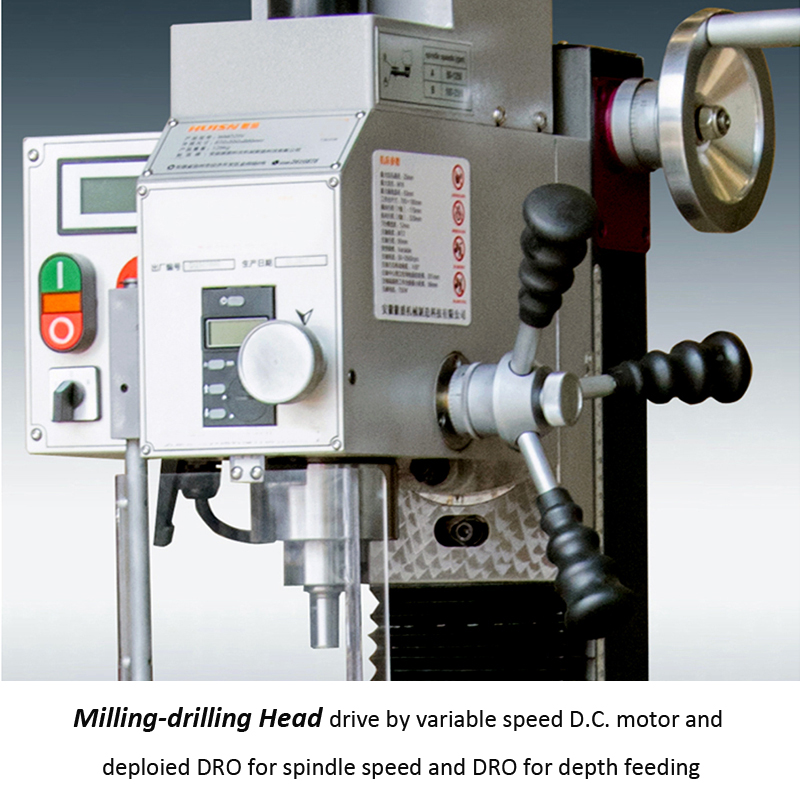
- Khoan/taro trực tiếp bằng đầu phay; có thể khoan dẫn → khoan phá → doa nếu cần.
- Kiểm tra bề mặt, khử bavia, vệ sinh phoi & lưu dấu kiểm tra.
2.2 Thực hành tốt
- Luôn chạy khô kiểm tra va chạm khi đổi đồ gá/dao.
- Dùng chặn hành trình và thiết lập tốc độ – lượng chạy dao hợp lý cho vật liệu.
- Ghi log thao tác, dụng cụ, thông số → thuận tiện lặp lại cho lô sau.
3) Bố trí xưởng & phụ kiện nên có
3.1 Sơ đồ bố trí gợi ý
Đặt máy combo sát tường (bên trái/ phải tùy lối dao động bàn phay), phía trước là kệ dao–ê tô–kẹp T, phía sau có tủ điện & khu vực vệ sinh phoi. Lối đi tối thiểu 800–1000 mm. Bố trí thùng dầu làm mát, thùng rác phoi, khăn lau ở vị trí an toàn.
Bố trí tối giản cho xưởng nhỏ: gọn, thông thoáng, thuận tiện di chuyển phôi.
3.2 Bộ phụ kiện “must-have”
- Ê-tô cơ khí/thuỷ lực chuẩn bàn phay, bộ kẹp T đầy đủ.
- Mâm cặp 3/4 chấu, ngàm mềm – ngàm cứng.
- Bộ dao phay ngón/dao mặt cho thép – nhôm; mũi khoan HSS/Carbide; taro.
- Thước quang (tùy chọn) để kiểm soát hành trình, lặp lại.
- Dầu trơn, dung dịch làm mát đạt tiêu chuẩn; khay thu gom phoi.
4) Nhân sự & mô hình ROI đơn giản
4.1 Phân vai tối thiểu
- 1 thợ chính: chịu trách nhiệm cả 3 công đoạn; kiểm soát chất lượng đầu–cuối.
- 1 phụ máy (bán thời gian): chuẩn bị phôi–dao cụ–đồ gá; vệ sinh & tiếp liệu.
4.2 Mô hình thời gian – chi phí minh họa
| Phương án | Gá đặt & vận chuyển phôi | Thời gian cắt | Ghi chú |
|---|---|---|---|
| Máy rời (tiện + phay) | 10–20 phút/lần đổi công đoạn (x2–x3 lần) | Như nhau | Phụ thuộc lịch rảnh của thợ/máy |
| Máy combo | 3–7 phút chuyển vùng làm việc | Như nhau | Giảm sai số tương đối, rút ngắn lead time |
Cách ước tính ROI nhanh: lấy 3 mã hàng điển hình, đo thời gian phụ (setup + vận chuyển), nhân với số lượng/tháng. Nếu máy combo giúp giảm ≥20–30% thời gian phụ, khả năng thu hồi vốn sớm là cao.
5) Case study điển hình
5.1 Job shop sửa chữa – thay thế trục & phay rãnh then
Bài toán: tiếp nhận nhiều trục kích thước khác nhau, cần tiện mặt–tiện trụ–cắt rãnh then–khoan lỗ chốt. Lô nhỏ, đổi mã liên tục.
- Chọn MP330V/MP330G Plus để cân bằng chi phí & tính năng.
- Dựng checklist gá đặt & bộ dao tiêu chuẩn theo nhóm vật liệu (C45, SUS304...).
- Chuẩn hóa phiếu QC in-line sau từng công đoạn.
Kết quả: giảm 25–35% thời gian phụ; bề mặt phay & vị trí rãnh then ổn định hơn do không tháo phôi.
Job shop: xoay chuyển công đoạn nhanh, ít chờ đợi giữa máy.
5.2 Xưởng jig/đồ gá – phay mặt, khoan chính xác, tiện chi tiết phụ
Bài toán: thường xuyên phải chế tạo jig nhỏ, tấm đế, gối đỡ, có lỗ bắt vít chính xác; đôi khi tiện ống lót, chốt.
- Nếu tỷ trọng phay cao, dùng MP750 để có hành trình lớn & cứng vững phay tốt.
- Bảo đảm ê-tô chất lượng & thước quang để kiểm soát kích thước nhanh.
- Sử dụng dao phay mặt tinh bề mặt, kèm làm mát phù hợp.
Kết quả: độ phẳng & độ lặp lại tốt; rút ngắn thời gian căn chỉnh giữa tiện–phay.

Jig/đồ gá: tận dụng hành trình bàn phay & kiểm soát tuyến tính.
5.3 Trường nghề & R&D – dạy và thử nghiệm đa công đoạn
Bài toán: cần một trạm học tập đa năng, gọn, an toàn; sinh viên thấy được đủ thao tác tiện–phay–khoan trên cùng thiết bị.
- Chọn MP300-2 để tối ưu không gian & an toàn.
- Xây giáo trình thao tác dựa trên hướng dẫn vận hành MP330V Plus.
- Bố trí khu quan sát, biển cảnh báo & che chắn đầy đủ.
Kết quả: một trạm học tập cho nhiều kỹ năng; dễ quản lý dụng cụ & kiểm tra.
Đào tạo & R&D: gọn nhẹ, trực quan, đa nhiệm.
5.4 Xưởng tải nặng – chi tiết lớn
Bài toán: chi tiết cỡ lớn, ca làm việc dài; yêu cầu cứng vững & độ bền cao.
- Cân nhắc combo hạng nặng (khung máy nặng, mô-men tốt).
- Chuẩn bị nền chịu lực, lối đưa máy đủ rộng, nguồn điện 380V/3P.
- Thiết lập quy trình bảo dưỡng chặt chẽ (bôi trơn, kiểm độ đảo, thay dầu).
Kết quả: ổn định bề mặt khi tải nặng, kéo dài tuổi thọ máy & dao.
Chi tiết lớn & ca dài: ưu tiên khung cứng, công suất & bảo trì.
6) Chọn model phù hợp kịch bản công việc
| Kịch bản | Gợi ý model | Lý do | Liên kết |
|---|---|---|---|
| Xưởng nhỏ, cần cân bằng mọi thứ | MP330V/MP330G Plus | Cấu hình cân đối; tài liệu vận hành & bảo dưỡng đầy đủ | Xem |
| Phay bề mặt rộng, rãnh sâu; chi tiết dài | MP750 | Hành trình bàn phay lớn, cứng vững tốt | Xem |
| Không gian rất hẹp; ngân sách hạn chế | MP520 / MP250C | Nhỏ gọn, đủ tính năng cho lô nhỏ/đơn chiếc | MP520 • MP250C |
| Đào tạo – phòng lab – R&D | MP300-2 | Gọn, an toàn, dễ quan sát giảng dạy | Xem |
| Ca dài & tải nặng | Combo hạng nặng | Khung nặng, mô-men tốt, ưu tiên độ bền | Xem |
Danh sách model cập nhật & ảnh chi tiết: → Danh mục chính Combo Tiện–Phay–Khoan.
7) Lỗi thường gặp & cách tránh
7.1 Lỗi vận hành
- Kẹp phôi chưa đủ khi chuyển từ tiện sang phay: dễ rung, bavia nhiều → giải pháp: dùng ê-tô & kẹp T chuẩn, kiểm tra lực kẹp.
- Quên chặn hành trình khi phay sâu: nguy cơ va chạm → giải pháp: thiết lập giới hạn & chạy khô.
- Tốc độ/feedo không phù hợp: bề mặt xấu, mòn dao nhanh → giải pháp: tra bảng cắt theo vật liệu/dao.
7.2 Lỗi bảo dưỡng
- Thiếu bôi trơn trượt/bạc đạn → tăng mài mòn.
- Không kiểm độ đảo trục chính định kỳ → chất lượng giảm mà khó phát hiện.
- Đai lỏng/mòn gây ồn & trượt → cần kiểm tra – thay thế theo chu kỳ.
Tham khảo: Bảo dưỡng & sự cố MP330V Plus.
8) Lộ trình triển khai 30–60–90 ngày
30 ngày đầu – “Khởi động”
- Khảo sát điện – nền – lối vào; đặt mua phụ kiện tối thiểu.
- Lắp đặt & cân chỉnh; huấn luyện an toàn & thao tác cơ bản.
- Chuẩn hóa phiếu setup & phiếu QC đơn giản.
60 ngày – “Chuẩn hóa”
- Viết quy trình chuẩn (SOP) theo 3–5 mã hàng điển hình.
- Tối ưu layout dụng cụ; đánh dấu vị trí kệ dao–kẹp–ê tô.
- Ghi log thời gian phụ để đo cải thiện.
90 ngày – “Tối ưu”
- Thêm thước quang (nếu cần); chuẩn hóa bộ dao cho từng vật liệu.
- Thiết lập lịch bảo dưỡng định kỳ & kiểm độ đảo.
- Rà soát ROI & kế hoạch nâng cấp (ví dụ thêm MP750 nếu tỷ trọng phay cao).
9) Câu hỏi thường gặp
Máy combo có thay thế hoàn toàn cho máy tiện/phay chuyên dụng?
Không. Máy combo tối ưu cho đa nhiệm, lô nhỏ & không gian hẹp. Nếu phay nặng liên tục hoặc sản lượng cao, máy chuyên dụng vẫn hiệu quả hơn.
Tôi cần hành trình phay lớn & bề mặt rộng, nên chọn gì?
Cần bộ tài liệu vận hành & bảo dưỡng?
Tham khảo 2 bài kỹ thuật cho MP330V Plus: Vận hành – hiệu chỉnh & Bảo dưỡng – sự cố.
Tôi nên bắt đầu với model nào?
Đa phần xưởng chọn MP330V/MP330G Plus để khởi đầu; nếu tỷ trọng phay cao → MP750; đào tạo → MP300-2.
Muốn xem đầy đủ model, ảnh & giá?
Đây là bài vệ tinh tập trung vào ứng dụng thực tế. Danh sách sản phẩm, ảnh & thông số chính thức được cập nhật tại: → Danh mục chính Combo Tiện–Phay–Khoan.
Gọi/Zalo: 0947 205 005 – 083 913 9466 để được tư vấn cấu hình & báo giá theo nhu cầu của xưởng bạn.


